Nilay D.
Table of Content
Industry 4.0, which is synonymous with smart manufacturing, represents the actualization of the digital transformation of the industry, resulting in improved productivity, flexibility, and agility through real-time decision-making.
Technology has disrupted traditional production processes and opened up new development paths. We have evolved over the years from leveraging water and steam power to introducing assembly lines and oil/gas/electric power before moving to computers and data analysis.
The Fourth Industrial Revolution, known as Industry 4.0., involves advanced automation, data exchange, analytics, and Artificial Intelligence (AI). It brings together a range of technologies, like the Internet of Things (IoT), Machine Learning (ML), and robotics, to create smart factories.
Industry 4.0 focuses heavily on connectivity, flexibility, and agility, changing how products are designed, produced, and delivered by making factory lines more automated and efficient. Analyzing a vast amount of production data results in better business decisions.
What is “Smartifying?”
“Smartifying” refers to adding smart or connected technologies to an object or system, such as a home, building, or city, to make it more efficient, automated, or responsive to user needs. This integrates sensors, data analysis, and AI to enable new functionality, such as remote monitoring and control, predictive maintenance, or energy optimization.
Key features of Industry 4.0
Industry 4.0 represents the next significant advancement in manufacturing, achieved through transforming value chains that connect the physical, digital, and virtual worlds. Although there is no universally agreed-upon definition, advocates of Industry 4.0 have consistently identified four main technologies at its core:
1. Robotics
Robotics plays a crucial role in Industry 4.0 as it enables the automation of various tasks with precision and accuracy. Reducing manual labor costs and increasing safety measures using robots helps improve production output. Robots can be programmed to carry out specific tasks and operate in hazardous environments unsuitable for humans.
2. Cybersystems
Industry 4.0 is largely powered by cyber-physical systems - machines, devices, sensors, and people connected via a secure network. These interconnected and highly automated systems control and monitor the smart manufacturing process. They permit manufacturers to monitor the performance of their physical assets in real time, generate data, and make decisions faster.

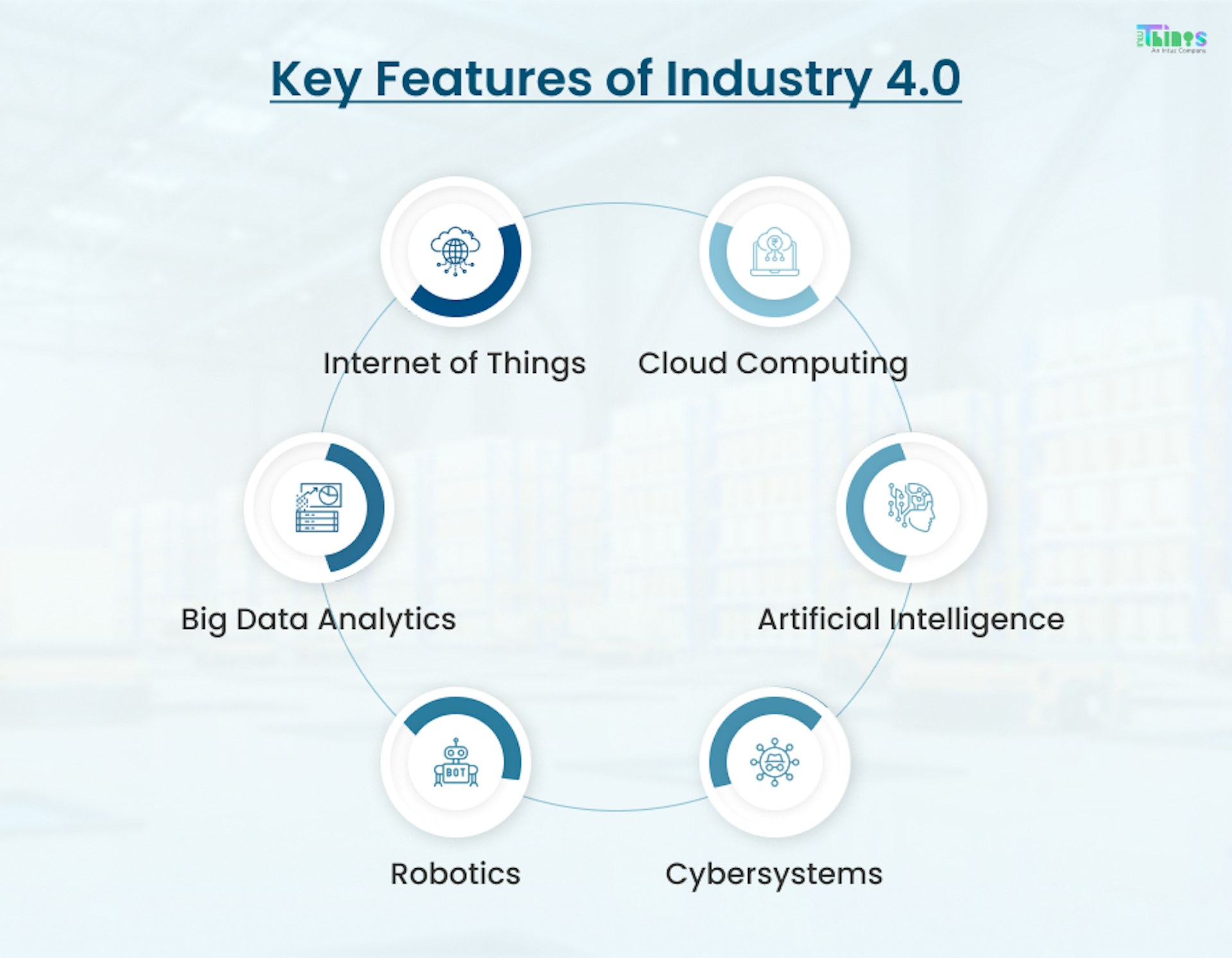
3. Cloud computing
Cloud computing helps store and analyze large amounts of data from multiple sources in real time. This data is stored securely on remote servers while being accessible from anywhere in the world. It allows manufacturers to make quick decisions on their production processes, enhancing efficiency and reducing costs.
The cloud can be used for predictive analytics, helping to anticipate potential problems before they occur and take preventive measures. Cloud computing minimizes expenses associated with buying, maintaining, and upgrading servers. Additionally, it can easily scale up or down according to demand.
4. Big Data analytics
Big Data forms the backbone of Industry 4.0 as it facilitates manufacturers to capture, analyze, and interpret vast amounts of structured and unstructured data. It provides valuable insights into their operations.
Big Data analytics can identify patterns, trends, and relationships that will help make decisions and changes in the production process. It also allows manufacturers to optimize production and reduce downtime. Analytics tools can process Big Data and identify improvement opportunities, leading to increased profitability.
5. Internet of Things (IoT)
IoT involves the integration of sensors and other devices into the digital manufacturing process. It works by collecting and transmitting data in real time. The data can be used to monitor the performance of machines and track production processes. It can also help to optimize the production line in a smart factory.
More specifically, Industrial IoT (IIoT) makes possible the interconnectivity and collaboration of data, machines, and people in the manufacturing world.
It uses IoT devices and sensors on the factory floor and other locations to connect machines and humans. The data is transmitted seamlessly across all connected devices to automate production processes.
6. Artificial Intelligence (AI)
AI helps analyze the data generated by IoT devices. It can easily predict the maintenance needs of machines, identify problems before they happen, optimize energy usage, and increase process control efficiency, empowering manufacturers to make decisions in advance to reduce downtime.
Challenges and risks of “smartifying” industry 4.0
The utilization of digital transformation tools is not a straightforward process, and adopting Industry 4.0 can pose various challenges and risks for manufacturers. We have identified five common barriers to “smartifying,” including:
1. Investment costs
Implementing Industry 4.0 technologies in the smart manufacturing process can be costly, as it requires a significant investment in hardware, software, and other resources. It can be a major challenge for small and medium-sized enterprises, as they may not have the resources to make the necessary investments.
2. Privacy concerns
Industry 4.0 collects and stores large amounts of data. Therefore, it is essential to ensure that they have the necessary policies and systems to protect the privacy of their employees and customers. Deploying strong data protection measures and being transparent about the data collected and its use are a few privacy concerns the manufacturers must address. In case of failure, it can cause reputational damage, loss of customer trust, and legal liabilities.
3. Cybersecurity risks
Integrating technology into manufacturing increases the risk of cyberattacks and other security incidents. Manufacturers need to take proactive measures to protect their systems and data. It includes investing in cybersecurity solutions, implementing strong security policies, and training employees to detect and prevent cyber threats.
4. Technical challenges
While adopting Industry 4.0 technologies, you may encounter various challenges - notably, the older manufacturing facilities that may need retrofitting to accommodate new technology. There may also be compatibility issues between different technologies. Thus, making it difficult to integrate different systems and devices.
5. Quick adoption of changing technologies
The rapid pace of technological change in the smart manufacturing industry means that manufacturers must be able to adopt new technologies to remain competitive quickly. It can be a challenge, particularly for small business owners, which may not have the resources to keep pace with technology upgrades.
Enjoying the benefits of Industry 4.0
Industry 4.0 technologies, processes, and systems offer various benefits, such as enhanced productivity, efficiency, flexibility, agility, profitability, and improved customer experience with personalized and intelligent products.
However, it is crucial to understand and contextualize these benefits, especially in regulated industries such as medical devices, pharmaceuticals, and biopharmaceutical manufacturing.
Any investment in technology, manufacturing processes, or systems must also consider compliance, quality, and patient safety. Here are the top benefits of Industry 4.0 for manufacturers:
1. Smart manufacturing

Smart manufacturing uses advanced technologies such as IoT, big data, and cloud computing to optimize production processes, improve efficiency, and reduce waste. For example, manufacturers can quickly identify and address problems by tracking machine performance in real-time.
The ability to respond quickly to changes in demand and market conditions is beneficial as it allows manufacturers to stay competitive in a rapidly-evolving marketplace. Smart manufacturing also helps reduce waste and improve profitability.
2. Predictive maintenance

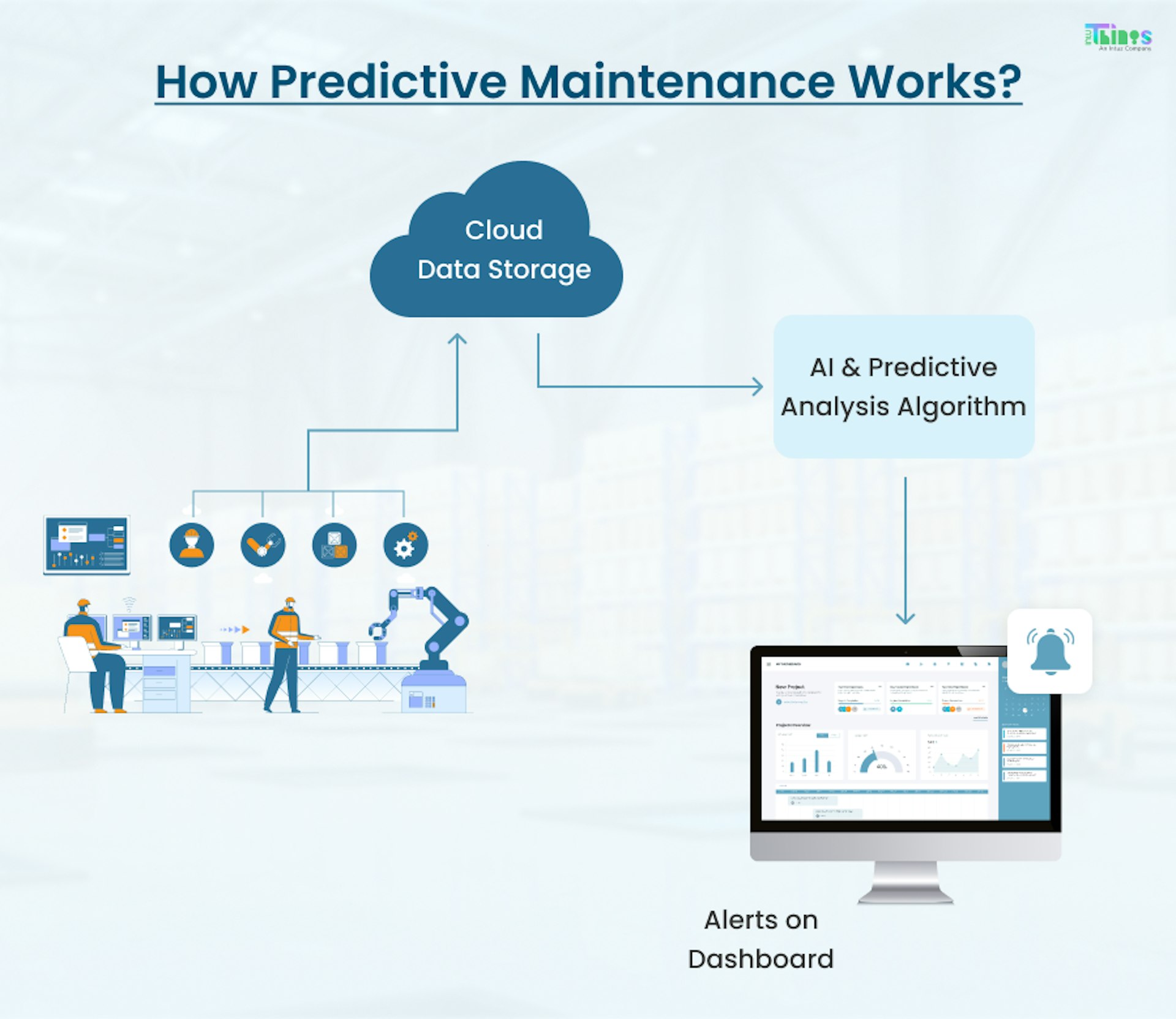
Predictive maintenance is a technology-driven approach that uses data and AI algorithms to predict when equipment or machinery is likely to fail, allowing maintenance to be scheduled before the failure occurs.
It results in lower costs for repairs, fewer unplanned outages, and overall equipment reliability. It also generates valuable data insights, which can be used to optimize processes. Preventive maintenance keeps equipment running for longer periods and increases overall production uptime.
3. Automation and robotics
Automation and robotics play crucial roles in Industry 4.0. It works by enhancing the efficiency, flexibility, and scalability of manufacturing operations. The use of automated processes and robots results in improved production times and increased safety in the workplace.
The enhanced flexibility with robotics responds to changing market conditions, and the scalability handles fluctuations in demand and reduced labor costs.
4. Asset management and tracking
Industry 4.0 makes it possible to track and manage assets in real-time. Thus, providing manufacturers with a complete and accurate view of their operations. This results in more effective decision-making and helps optimize the use of resources.
It improves asset utilization and better inventory management. Additionally, it offers enhanced supply chain visibility and improved maintenance planning. The ability to automate asset management processes further enhances the efficiency of operations.
5. Enhanced efficiency, scalability, and flexibility
Industry 4.0 technologies allow manufacturers to streamline their operations and reduce wastage, leading to increased efficiency. It enables manufacturers to quickly adapt to changes in demand and reduce the risk of overproduction or stock shortages. It has also led to significantly reduced manual labor and improved quality control.
Besides, the ability to scale up or down quickly and easily in response to fluctuations in demand has been made possible with newer technologies. Thus, making it easier for manufacturers to respond to new opportunities and challenges.
Future of Industry 4.0: What does it hold?
The future of Industry 4.0 is bright, and the possibilities are endless. With technological advancements in automation, data analytics, and AI, there is great potential to increase productivity and efficiency across different industries. Some of the emerging trends in the future of Industry 4.0 include:
- Increased use of AI and ML in manufacturing and supply chain management
- Greater adoption of digital twins, which are virtual representations of physical assets or systems, for optimization and predictive maintenance
- Expansion of IIoT and the use of 5G networks to enable faster and more reliable data transmission
- Implementation of blockchain technology for secure and transparent data sharing in the supply chain
- Development of more collaborative and agile robots, including human-robot collaboration, to improve manufacturing processes
- Growth of edge computing to process data closer to the source, reducing latency and enabling real-time decision making
- Increased focus on sustainability and environmental impact, with the use of green energy and circular economy principles
Manufacturers can use cutting-edge technology such as robotics, 3D printing, data analytics, ML, and augmented and virtual reality to help them work smarter and faster. In fact, they have already started experimenting with virtual assistants that can manage multiple tasks at once or even operate entire assembly lines autonomously.
As technology progresses, we can anticipate more advanced applications being used for industrial purposes in the years ahead. Nonetheless, that is expected to lead to greater efficiency, flexibility, and customization in manufacturing.
At IntuThings, we utilize advanced methods and a highly secure infrastructure to build innovative IoT products for manufacturers. If you are interested in our IoT solutions, book a free consultation to understand what we can do for you